Solution Description
Roots Vacuum Pump (RV250Y)
Solution Description
Our RV-C, RVT and RV-Y mechanical vacuum booster are oil free of charge vacuum pumps that are working together with the backing pumps for all tough and large-vacuum apps in which massive pumping speeds are essential. Our vacuum boosters function entirely speak to-free and with no sealing fluids such as oil or h2o exiting in the vacuum chamber. MB-Y vacuum boosters are outfitted with bypass valve.
Item Parameters
| Merchandise Design | fifty/60Hz | RV250Y |
| Pumping Pace | 50Hz | 250m³/H |
| 60Hz | 300m³/H | |
| Ultimate Strain | mbar | .005 |
| Outlet Diam | Pa | 8000 |
| Inlet Diameter | mm | 65 |
| Voltage | 50Hz | 200-240/345-415V |
| 60Hz | 220-275/380-480V | |
| Motor Power | kW | one.1 |
| Rotate Speed | r/min | 3000 |
| Sounds Stage | dB | 63 |
| Cooling Method | Air Cooling | |
| Web Excess weight | kg | one hundred |
In depth Photos
Installation Directions
Certifications
Business Profile
|
US $2,300-2,900 / Set | |
1 Set (Min. Order) |
###
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Roots Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Booster Pump |
| Working Conditions: | Dry |
###
| Samples: |
US$ 2900/Set
1 Set(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| Product Model | 50/60Hz | RV250Y |
| Pumping Speed | 50Hz | 250m³/H |
| 60Hz | 300m³/H | |
| Ultimate Pressure | mbar | 0.005 |
| Outlet Diam | Pa | 8000 |
| Inlet Diameter | mm | 65 |
| Voltage | 50Hz | 200-240/345-415V |
| 60Hz | 220-275/380-480V | |
| Motor Power | kW | 1.1 |
| Rotate Speed | r/min | 3000 |
| Noise Level | dB | 63 |
| Cooling Mode | Air Cooling | |
| Net Weight | kg | 100 |
|
US $2,300-2,900 / Set | |
1 Set (Min. Order) |
###
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Roots Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Booster Pump |
| Working Conditions: | Dry |
###
| Samples: |
US$ 2900/Set
1 Set(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| Product Model | 50/60Hz | RV250Y |
| Pumping Speed | 50Hz | 250m³/H |
| 60Hz | 300m³/H | |
| Ultimate Pressure | mbar | 0.005 |
| Outlet Diam | Pa | 8000 |
| Inlet Diameter | mm | 65 |
| Voltage | 50Hz | 200-240/345-415V |
| 60Hz | 220-275/380-480V | |
| Motor Power | kW | 1.1 |
| Rotate Speed | r/min | 3000 |
| Noise Level | dB | 63 |
| Cooling Mode | Air Cooling | |
| Net Weight | kg | 100 |
Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps.
The diaphragm pump is a dry positive displacement vacuum pump
Diaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material.
They have good performance when running in dry mode. Diaphragm pumps work very similarly to the human heart, which is why they are often used to create artificial hearts. In addition, the diaphragm pump is self-priming and has high efficiency. They are also capable of handling the most viscous liquids and are used in almost all industries.
However, this type of pump has several disadvantages. One of them is that they are difficult to restart after a power outage. Another disadvantage is that they can generate a lot of heat. Fortunately, this heat is carried away by airflow. However, this heat builds up in the multistage pump. If this happens, the diaphragm or motor may be damaged. Diaphragm pumps operating in two or more stages should be fitted with solenoid valves to maintain vacuum stability.
Diaphragm pumps are a good choice for drying processes where hygiene is important. These pumps have check valves and rubber or Teflon diaphragms. Diaphragm pumps are also ideal for high viscosity applications where shear sensitivity is important. 
Roots pumps are dry method centrifugal pumps
Roots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr.
Centrifugal pumps have several advantages, including the ability to handle corrosive fluids and high temperatures. However, when choosing a pump, it is essential to choose a reputable manufacturer. These companies will be able to advise you on the best pump design for your needs and provide excellent after-sales support. Roots pumps can be used in a wide range of industrial applications including chemical, food, and biotechnology.
The Roots pump is a dry centrifugal pump whose geometry enables it to achieve high compression ratios. The screw rotors are synchronized by a set of timing gears that allow gas to pass in both directions and create a compressed state in the chamber. The pre-compressed gas is discharged through a pressure connection and cooled with water. Some pumps are also able to accept additional cooling gas, but this should be done with caution.
The size of the impeller plays an important role in determining the pump head. The impeller diameter determines how high the pump can lift the liquid. Impeller speed also affects the head. Since the head is proportional to the specific gravity of the liquid, the available suction pressure will be proportional to the density of the liquid. The density of water is about 1.2 kg/m3, and the suction pressure of the centrifugal pump is not enough to lift the water.
The rotary vane pump is a self-priming centrifugal pump
A rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids.
Agknx Pumps manufactures a wide range of vane pumps that combine high performance, low cost, and easy maintenance. These pumps handle medium to high viscosity liquids up to 500 degrees Fahrenheit and 200,000 SSU.
The suction side of the rotary vane pump has a discharge port, and the valve prevents the backflow of the discharge air. When the maximum pressure is reached, the outlet valve closes to prevent the backflow of exhaust gas. The mechanical separation step separates the oil from the gas in the pump circuit and returns the remaining oil particles to the sump. The float valve then reintroduces these oil particles into the oil circuit of the pump. The gas produced is almost oil-free and can be blown out of a pipe or hose.
Rotary vane pumps are self-priming positive displacement pumps commonly used in hydraulic, aeration, and vacuum systems. Unlike gear pumps, rotary vane pumps can maintain high-pressure levels while using relatively low suction pressures. The pump is also very effective when pumping viscous or high-viscosity liquids. 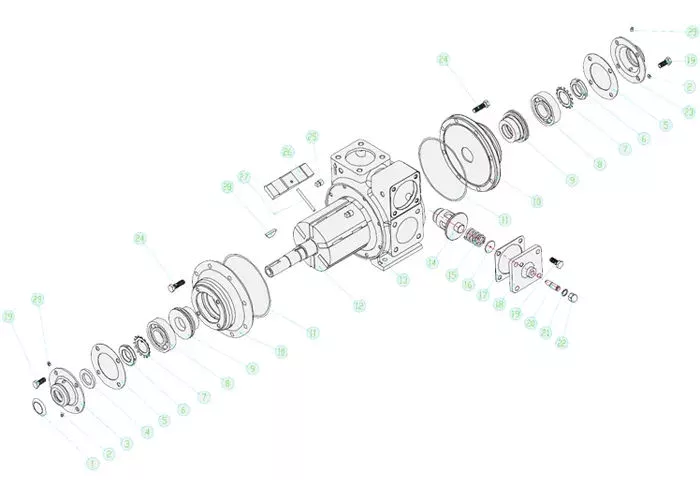
Rotary piston pumps are dry method positive displacement pumps
Rotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings.
Positive displacement pumps operate slower than centrifugal pumps. This feature makes the positive displacement pump more sensitive to wear. Piston and plunger reciprocating pumps are particularly prone to wear. For more demanding applications, progressive cavity, diaphragm or lobe pumps may be a better choice.
Positive displacement pumps are typically used to pump high-viscosity fluids. This is because the pump relies on a mechanical seal between the rotating elements and the pump casing. As a result, when fluids have low viscosity, their performance is limited. Additionally, low viscosity fluids can cause valve slippage.
These pumps have a piston/plunger arrangement using stainless steel rotors. Piston/piston pumps have two cavities on the suction side. The fluid then flows from one chamber to the other through a helical motion. This results in very low shear and pulsation rates. The pump is usually installed in a cylindrical housing.
Rotary vane pump corrosion resistance
Rotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable.
Oil seals used in rotary vane pumps are important to pump performance. The oil seal prevents corrosion of the aluminum parts of the rotary vane pump and prolongs the service life. Most rotary vane vacuum pumps have a standard set of components, although each component may have different oil seals.
Rotary vane vacuum pumps are the most common type of positive displacement pump. They provide quiet operation and long service life. They are also reliable and inexpensive and can be used in a variety of applications. 
Roots pumps are primarily used as a vacuum booster
Root vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
Roots pumps have many advantages, including compact and quiet operation. They do not generate particles and have a long service life. They also don’t require oil and have a small footprint. However, Roots pumps have several disadvantages, including relatively high maintenance costs and low pumping speeds near atmospheric pressure.
Root vacuum pumps are often used with rotary vane vacuum pumps. They work on the same principle, the air enters a conveying unit formed by two rolling pistons in the housing. The piston heads are separated from each other, and the air passes through the unit without being reduced until it is discharged. When the air in the next unit reaches a higher absolute pressure, it is expelled from the last unit.
Roots pumps can be classified as sheathed or sealed. Roots pumps with sealed motors are suitable for pumping toxic gases. They have less clearance between the stator and motor rotor and have a sealed tank.


editor by czh 2023-03-23